English
English русский
русский 中文简体
中文简体How often do safety valves need to be tested?
2026-03-09
Content
- 1 The Direct Answer: How Often Safety Valves Need to Be Tested
- 2 Why Safety Valve Testing Frequency Is Not One-Size-Fits-All
- 3 Testing Intervals by Industry and Standard
- 4 What ASME and API Standards Actually Say About Testing Frequency
- 5 The Three Main Types of Safety Valve Tests and When Each Is Used
- 6 Factors That Can Shorten or Extend Your Testing Interval
- 7 What Happens When Safety Valves Are Not Tested on Schedule
- 8 Building a Safety Valve Testing and Maintenance Program
- 9 Risk-Based Inspection: A Smarter Approach to Testing Intervals
- 10 Common Mistakes in Safety Valve Testing Programs
- 11 Practical Checklist for Reviewing Your Safety Valve Testing Schedule
The Direct Answer: How Often Safety Valves Need to Be Tested
For most industrial and commercial applications, safety valves should be tested at least once every 12 months. However, this is not a universal rule. The actual required frequency depends on the industry, the operating environment, applicable regulatory codes, and the specific type of safety valve in use. In high-risk or high-cycling environments, testing intervals can be as short as every three to six months. In lower-risk, well-monitored systems, some regulatory frameworks permit intervals of up to five years — but only when supported by documented risk assessments and historical performance data.
The short answer is this: if you're not sure, default to annual testing. That interval satisfies the requirements of most major standards, including ASME, API, and many national safety codes. But to truly protect your equipment, your personnel, and your legal standing, you need to understand the full picture of what drives testing frequency — and what happens when valves are not tested on schedule.
Why Safety Valve Testing Frequency Is Not One-Size-Fits-All
Safety valves are pressure-relief devices designed to protect systems from overpressure — a condition that can cause catastrophic equipment failure, fires, explosions, or toxic releases. Because the consequences of failure are so severe, the testing of safety valves is tightly regulated. But the specific intervals are shaped by multiple overlapping factors.
Operating Environment and Media Type
A safety valve handling clean steam in a well-controlled boiler room experiences far less wear than one managing corrosive chemicals, particulate-laden gases, or viscous fluids. When the process media is aggressive or dirty, valves accumulate deposits, suffer corrosion, or develop seat leakage much faster. In these conditions, testing every six months — or even quarterly — is not excessive. It's prudent engineering practice.
System Pressure and Temperature Cycles
Valves that undergo frequent pressure cycling — opening and reseating multiple times per year — wear at their sealing surfaces faster than valves that rarely actuate. Thermal cycling also causes fatigue in springs and body materials. High-cycle valves in process industries like petrochemicals or power generation often warrant more frequent inspection than the regulatory minimum.
Regulatory Jurisdiction and Applicable Codes
Different countries, states, and industries operate under different regulatory frameworks. What satisfies OSHA's Process Safety Management standard may differ from requirements under the EU's Pressure Equipment Directive (PED), the UK's PSSR 2000 regulations, or local boiler inspection codes. Always verify which standard applies to your specific equipment and location.
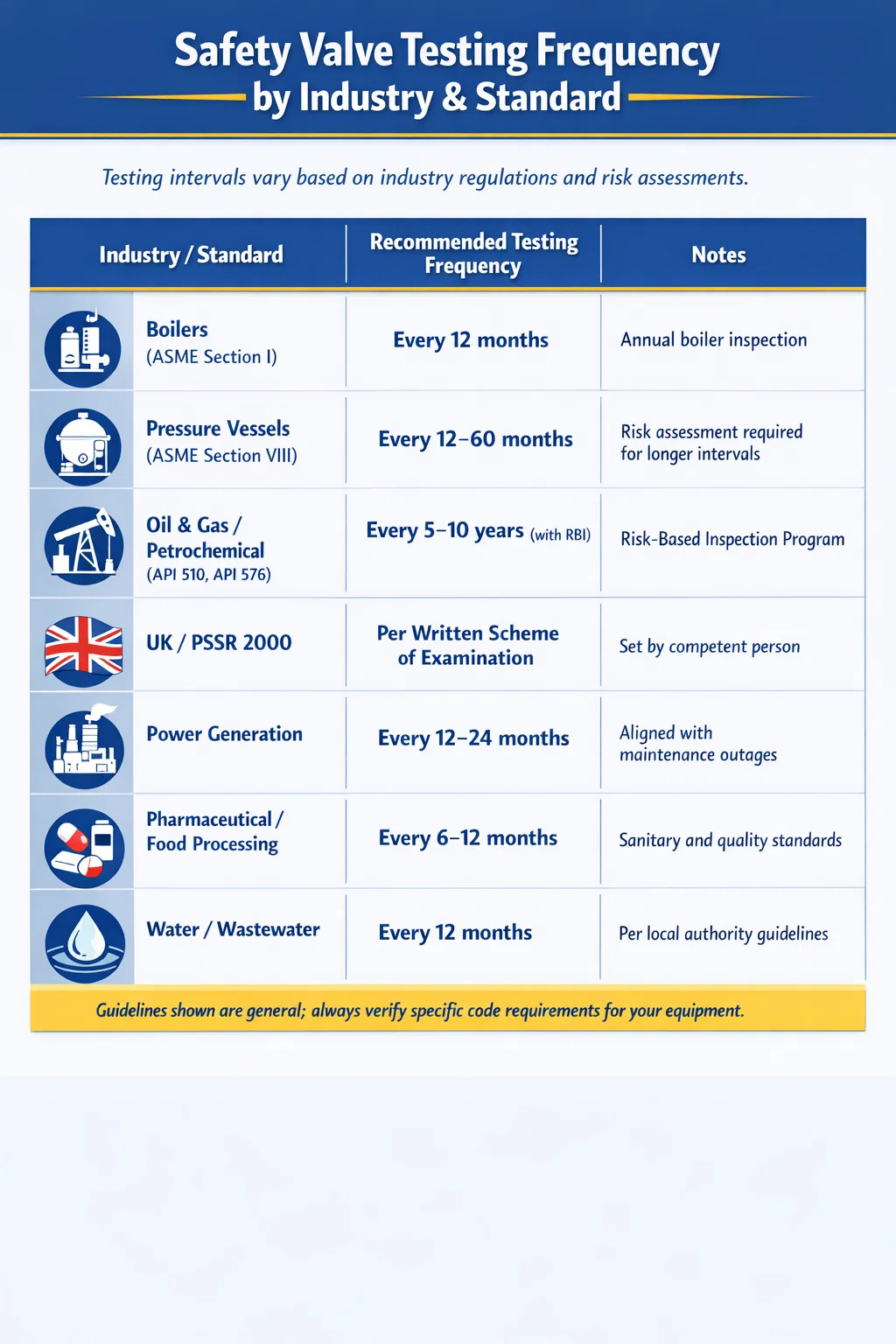
Testing Intervals by Industry and Standard
The table below summarizes common testing frequency requirements across major industries and regulatory frameworks. These are general guidelines — always refer to the specific edition of the standard that applies to your equipment.
| Industry / Standard | Recommended Testing Frequency | Notes |
|---|---|---|
| Boilers (ASME Section I) | Every 12 months | Often tied to annual boiler inspection |
| Pressure Vessels (ASME Section VIII) | Every 12–60 months | Longer intervals require documented risk assessment |
| Oil & Gas / Petrochemical (API 510, API 576) | Every 5–10 years (with RBI) | Risk-Based Inspection programs can extend intervals |
| UK / PSSR 2000 | Per Written Scheme of Examination | Competent person sets intervals based on risk |
| Power Generation | Every 12–24 months | Outage schedules often drive testing windows |
| Pharmaceutical / Food Processing | Every 6–12 months | Sanitary requirements drive more frequent checks |
| Water / Wastewater | Every 12 months | Often per local authority or utility standard |
Notice that the oil and gas sector — where Risk-Based Inspection (RBI) methodology is widely adopted — can legally extend testing intervals to five or even ten years. This is not negligence. It's a structured, data-driven approach that uses failure mode analysis, historical valve performance records, and real-time monitoring to justify extended intervals while maintaining or improving overall safety outcomes.
What ASME and API Standards Actually Say About Testing Frequency
Two of the most widely referenced bodies of guidance for safety valve testing are ASME (American Society of Mechanical Engineers) and API (American Petroleum Institute). Understanding their requirements in detail helps clarify what's actually required versus what's simply best practice.
ASME Boiler and Pressure Vessel Code
ASME's BPVC Section I (Power Boilers) and Section VIII (Pressure Vessels) both address safety relief valves. For power boilers, the code requires that safety valves be tested at least annually as part of the boiler inspection process. For pressure vessels under Section VIII, the standard is less prescriptive about intervals and instead directs users to follow the recommendations of the Authorized Inspection Agency (AIA) and the valve manufacturer.
ASME also publishes standards through its PTC (Performance Test Codes) series and the NB (National Board) provides guidance via NB-23 (the National Board Inspection Code), which covers inspection and testing of pressure relief devices. NB-23 recommends testing intervals no greater than five years for most pressure vessels, with shorter intervals for more demanding services.
API 576 – Inspection of Pressure-Relieving Devices
API 576 is the primary standard for inspection practices of pressure relief valves in the petroleum and petrochemical industries. It provides detailed guidance on inspection intervals based on service severity. The standard categorizes services into clean, moderate, and severe, with recommended intervals ranging from 10 years for clean, non-corrosive services down to 2 years or less for severe or fouling services.
API 576 also explicitly endorses the use of RBI programs. Under a properly implemented RBI program aligned with API 580 and API 581, the inspection interval for a safety valve can be extended beyond standard recommendations — but only when supported by a documented risk analysis reviewed and approved by a qualified inspector or engineer.
API 510 – Pressure Vessel Inspection Code
API 510 governs the ongoing inspection of in-service pressure vessels and references API 576 for pressure relief device inspection. It reinforces that operators must maintain records of all valve tests and that intervals must be defensible based on the operating history and service conditions of the equipment.
The Three Main Types of Safety Valve Tests and When Each Is Used
Not all safety valve testing is the same. There are three primary categories of testing, and each serves a different purpose within a maintenance program.
In-Situ (In-Place) Testing
In-situ testing is performed while the valve remains installed on the system. The most common method is a manual lift test, where the valve's test lever is briefly operated to verify that the disc lifts freely and the valve can open. This type of test is quick, inexpensive, and can be done without taking the system offline. However, it only confirms that the valve can open — it does not verify the set pressure (the pressure at which the valve opens) or the reseating pressure.
Manual lift tests are appropriate as a between-interval check but should not replace full bench testing. Many boiler codes and insurance requirements specify manual lift testing every three to six months in addition to annual full testing.
Bench Testing (Shop Testing)
Bench testing involves removing the safety valve from service and testing it on a dedicated test stand using calibrated equipment. This is the gold standard for safety valve verification. A proper bench test confirms the set pressure, blowdown (the pressure drop before the valve reseats), and seat tightness after reseating. Any valve that fails to open within ±3% of its stamped set pressure — the tolerance specified by most standards — must be adjusted or replaced.
Bench testing also allows for thorough internal inspection: examining the disc, seat, guide, spring, and body for corrosion, erosion, cracking, or fouling. A valve that passes a lift test but has a corroded spring or eroded seat may still fail under actual overpressure conditions — a risk that bench testing catches and in-situ testing does not.
Online Testing with Portable Test Equipment
A growing number of facilities use portable valve testing systems — devices that apply a controlled force to the valve spindle to simulate the lifting force of system pressure, allowing set pressure verification without actually pressurizing the valve to its set point. These systems, such as those using the TREVITEST or Furmanite online testing method, are particularly valuable for systems that cannot be taken offline for maintenance.
Online testing is increasingly accepted by regulatory bodies when performed according to validated procedures. It is particularly common in continuous-process industries like chemical plants and refineries where system shutdowns are infrequent and expensive. However, online testing still has limitations: it cannot assess internal condition, seat tightness, or reseating pressure with the same confidence as bench testing.
Factors That Can Shorten or Extend Your Testing Interval
Whether your testing interval should be shorter or longer than the baseline depends on a combination of technical and operational factors. Here is a practical breakdown of the most significant considerations.
Factors That Typically Shorten Testing Intervals
- Process media that is corrosive, acidic, alkaline, or contains solid particles
- High-temperature service (above 300°C / 572°F) that accelerates spring relaxation and seat wear
- Frequent valve actuation history — a valve that has opened three or more times in the past year needs closer attention
- Previous test failures: any valve that failed its last test should be placed on a more frequent schedule
- Valves protecting life-safety critical systems (occupied buildings, hospitals, schools)
- Regulatory mandates from insurers or local authorities that impose shorter intervals than the base standard
- Equipment age: valves older than 10–15 years typically drift from their set pressure more readily
Factors That May Support Extended Testing Intervals
- Clean, non-corrosive process media (such as dry steam, nitrogen, or instrument air)
- Low-temperature, low-pressure service well within the valve's design envelope
- Consistent, documented history of passing tests without adjustment over multiple cycles
- Continuous online monitoring (pressure transmitters, acoustic emission monitoring) that provides real-time performance data
- A formally implemented and third-party verified Risk-Based Inspection (RBI) program
- Valves of high-quality construction from reputable manufacturers with proven long-term performance data
It is worth emphasizing that extending an interval always requires documented justification. An inspector or facility manager who extends the testing interval of a safety valve without documented evidence to support that decision is creating significant liability exposure — both for the facility and for themselves personally.
What Happens When Safety Valves Are Not Tested on Schedule
The consequences of skipping or delaying safety valve tests range from regulatory penalties to catastrophic accidents. Understanding these outcomes reinforces why testing schedules are not optional.
Valve Drift and Set Pressure Deviation
Over time, springs lose tension due to thermal cycling and fatigue. A safety valve that was correctly set to open at 150 psi when installed may drift to open at 130 psi (causing unnecessary process losses) or 170 psi (allowing dangerous overpressure before relieving). Studies of industrial safety valve populations have found that between 10% and 30% of untested valves are found outside their acceptable set pressure tolerance when finally tested — a significant failure rate for a safety-critical device.
Seat Leakage and Simmer
A valve whose seat has been damaged by corrosion, erosion, or improper reseating may leak continuously below its set pressure — a condition called "simmer." While simmer itself is not always immediately dangerous, it represents lost process media, environmental emissions (particularly relevant for gas or vapor services), and an early warning that the valve's disc-to-seat contact has been compromised. Untreated, a simmering valve can progress to full failure.
Stuck-Open or Stuck-Closed Valves
A valve that has not been tested or operated for an extended period can develop corrosion bonding between the disc and seat (stuck closed) or between the guide and body (stuck open). A stuck-closed valve provides no protection against overpressure. A stuck-open valve causes continuous product loss and potentially unsafe operating conditions. Both scenarios are the direct result of inadequate testing and maintenance.
Regulatory and Insurance Consequences
Facilities found operating with overdue safety valve tests face potential enforcement action from regulators such as OSHA (under its PSM standard for highly hazardous chemicals), state boiler inspection authorities, or the National Board. Consequences can include mandatory shutdown orders, fines, and in the event of an incident, potential criminal liability for facility management. Insurance policies for industrial facilities also typically require demonstration of current safety valve test records — a lapsed test schedule can void coverage at exactly the moment it is most needed.
Building a Safety Valve Testing and Maintenance Program
A testing interval is only meaningful when embedded in a broader program. A robust safety valve maintenance program includes the following elements.
Complete Valve Registry
Every safety valve in your facility should be catalogued in a valve registry that includes: tag number, location, service, inlet and outlet size, set pressure, design code, manufacturer, model, date of last test, next scheduled test, and test results history. Without a complete registry, it is impossible to know which valves are due for testing and which have been overlooked.
Qualified Inspection and Testing Personnel
Safety valve testing must be performed by or under the supervision of qualified personnel. In many jurisdictions, this means a National Board-certified inspector or an Authorized Inspection Agency. Using unqualified technicians to test safety valves is not only risky — it may render the test results legally invalid for regulatory purposes.
Calibrated Test Equipment
Bench test stands must use calibrated pressure gauges traceable to national standards (such as NIST in the United States). Calibration records for test equipment should be maintained alongside valve test records. An accurate test using an uncalibrated gauge is not an accurate test — and will not withstand regulatory scrutiny.
Detailed Test Records and Disposition Documentation
Every test must be documented with the date, tester identity, as-found set pressure, as-left set pressure (after any adjustment), test equipment used, and disposition (returned to service, repaired, or replaced). These records form the historical database that justifies future interval decisions and demonstrates regulatory compliance. Records should be retained for the life of the equipment, not just for the most recent test cycle.
Spare Valve Strategy
For critical applications, many facilities maintain a pool of pre-tested spare valves. When a valve is removed for bench testing, the pre-tested spare is immediately installed, eliminating any period when the protected system operates without a functional relief device. This practice is particularly valuable in continuous operations where even brief unprotected intervals represent significant risk.
Risk-Based Inspection: A Smarter Approach to Testing Intervals
Risk-Based Inspection (RBI) is a methodology that uses quantitative or qualitative risk analysis to prioritize and schedule inspection activities. Instead of applying a fixed interval to all valves equally — regardless of their condition, service, or criticality — RBI allocates inspection resources where the risk of failure is highest.
Under an RBI framework, a safety valve in clean, low-pressure service with a flawless 15-year test history might be scheduled for testing every five years. Meanwhile, a valve in corrosive, high-pressure service with a history of seat leakage might be placed on a six-month interval. The total inspection workload may be similar — but the risk profile of the facility is substantially improved because resources are directed where they matter most.
API 580 and API 581 provide the primary framework for RBI in the oil, gas, and chemical industries. Implementing a compliant RBI program typically requires: a systematic risk assessment of all pressure-containing equipment, probability-of-failure analysis based on degradation mechanisms, consequence-of-failure analysis based on the hazard potential of the contained fluid, and ongoing review and updating of risk scores as new inspection data becomes available.
RBI is not a way to reduce safety — it's a way to maintain or improve safety while using inspection resources more effectively. Facilities that have implemented RBI properly often report fewer unexpected valve failures and better overall pressure system integrity than those relying on fixed-interval programs alone.
Common Mistakes in Safety Valve Testing Programs
Even well-intentioned maintenance programs fall into predictable traps. These are the most common mistakes that undermine the effectiveness of safety valve testing schedules.
- Treating a manual lift test as a substitute for bench testing. A lift test tells you the valve can open. It tells you nothing about set pressure accuracy, internal condition, or reseating behavior.
- Failing to update testing intervals after process changes. If your system pressure, temperature, or media has changed since the last interval review, your testing schedule may no longer be appropriate.
- Ignoring valves that have never actuated. A valve that has never opened is not necessarily reliable — it may be stuck closed due to corrosion or fouling. Long-dormant valves often need more scrutiny, not less.
- Using the same interval for all valves regardless of service. Applying a blanket 12-month schedule to every valve in a diverse facility ignores real differences in risk and criticality.
- Poor record management. Losing or failing to document test records eliminates the historical basis for interval decisions and creates regulatory exposure.
- Delaying testing due to production pressure. Operational convenience should never override safety valve testing schedules. Deferrals must be formally risk-assessed and documented, not simply overlooked.
Practical Checklist for Reviewing Your Safety Valve Testing Schedule
If you are reviewing or establishing a safety valve testing program, work through this checklist to ensure your intervals and practices are defensible and effective.
- Identify all safety valves in your facility and verify each is included in your maintenance management system.
- Confirm which regulatory standard or code applies to each valve based on its service, location, and design classification.
- Review the process conditions (media, pressure, temperature) for each valve and assess whether the current interval is appropriate for that service severity.
- Check historical test records for each valve — any valve with a history of drift, failure, or adjustment needs a shorter interval going forward.
- Verify that the personnel performing tests hold the appropriate qualifications and that test equipment is within its calibration window.
- Confirm that test records are complete, stored securely, and accessible for regulatory inspection.
- Identify any valves whose test due date has passed and establish a corrective action plan with documented risk assessment for any deferrals.
- If your facility operates under an RBI program, verify that safety valve intervals have been incorporated into the RBI assessment and that intervals are reviewed whenever process conditions or equipment condition changes significantly.
- Engage your insurer and/or authorized inspection agency to confirm that your testing program meets their requirements — not just the minimum regulatory threshold.